
Mounting
Bearing mounting methods strongly affect bearing accuracy, life, and performance. Bearing characteristics should first be thoroughly studied before mounting. Handling procedures for bearings should be fully investigated by design engineers and standards should be established for the following:
- Cleaning of bearings and related parts
- Confirmation of dimensions and finish of related parts
- Mounting
- Inspection after mounting
- Supply of lubricants
Bearings should not be unpacked until immediately before mounting. When using grease lubrication, grease should be packed in the bearings without cleaning them first. Even when using oil lubrication, cleaning the bearings is not required. However, bearings for instruments or for high-speed operation must first be cleaned with clean filtered oil to remove the anti-corrosion agent. After the bearings are cleaned with filtered oil, they should be protected to prevent corrosion.
Prelubricated bearings must be used without cleaning. Mounting methods depend on the bearing type and type of fit. As bearings are usually used on rotating shafts, the inner rings often require a tight fit. Bearings with cylindrical bores are usually mounted by pressing them onto shafts (press fit) or by first heating them to expand their diameter before they cool and shrink on a shaft (shrink fit). Bearings with tapered bores can be mounted directly on tapered shafts or on cylindrical shafts with tapered sleeves.
Bearings are usually mounted in housings with a loose fit. However, when the outer ring has an interference fit, a press may be used. Bearings can be interference-fitted by cooling them with dry ice before mounting. In this case, a rust preventive treatment must be applied to the bearing because moisture in the air will condense on the bearing surface.
Mounting of Bearings with Cylindrical Bores
Press Fits
Press fitting is widely used for small bearings. A mounting tool is placed on the inner ring as shown in Fig. 1 and the bearing is slowly pressed onto the shaft until the side of the inner ring rests against the shoulder of the shaft. The mounting tool must not be placed on the outer ring during press mounting since the bearing may be damaged.
Before mounting, applying oil to the fitted shaft surface is recommended for smooth insertion. Mounting using a hammer should only be performed for small ball bearings with minimally tight fits when a press is not available. This method should not be used for tight interference fits or for medium- or large-size bearings. Any time a hammer is used, a mounting tool must be placed on the inner ring.
When both the inner and outer rings of non-separable bearings, such as deep groove ball bearings, require a tight fit, a mounting tool is placed on both rings as shown in Fig. 2 and both rings are fitted at the same time using a screw or hydraulic press. A mounting tool like that shown should always be used for mounting self-aligning ball bearings since the outer ring may deflect.
For separable bearings, such as cylindrical roller bearings and tapered roller bearings, the inner and outer rings may be mounted separately. Assembly of inner and outer rings previously mounted separately should be performed carefully, ensuring the correct alignment of the rings. Careless or forced assembly may cause scratches on rolling contact surfaces.
Shrink Fits
Since press fitting large bearings requires considerable force, shrink fits are widely used. The bearings are first heated to expand them before mounting. This method prevents excessive force from being imposed on the bearings and allows for mounting in a short time. The expansion of the inner ring under various temperature differences and bearing sizes is shown in Fig. 3.
Note the following when performing shrink fits:
(a) Do not heat bearings above 120˚C.
(b) Put the bearings on a wire net or suspend them in an oil tank to prevent them from touching the tank's bottom directly.
(c) Heat the bearings to a temperature 20 to 30 ˚C higher than the lowest temperature required for mounting without interference since the inner ring will cool slightly during mounting.
(d) After mounting, the bearings will shrink in the axial and radial directions while cooling. Therefore, press the bearing firmly against the shaft shoulder using locating methods to avoid a clearance between the bearing and shoulder.
NSK Bearing Induction Heaters
NSK Bearing Heaters, which use electromagnetic induction to heat bearings, are widely used as an alternative to heating in oil. In NSK Bearing Heaters, electricity (AC) in a coil produces a magnetic field that induces a current inside the bearing that generates heat without using flames or oil. Consequently, uniform heating in a short time is possible, making shrink fitting efficient and clean.
NSK induction heating equipment is useful when relatively frequent mounting and dismounting is necessary, such as with roll neck bearings for rolling mills and the cylindrical roller bearings of railway rolling stock axles.
Mounting of Bearings with Tapered Bores
Bearings with tapered bores are mounted on tapered shafts directly or on cylindrical shafts with adapters or withdrawal sleeves (Figs. 4 and 5). Large spherical roller bearings are often mounted using hydraulic pressure. Fig. 6 shows a bearing mounting utilizing a sleeve and hydraulic nut, while Fig. 7 shows a mounting method where holes drilled in the sleeve are used to feed oil under pressure to the bearing seat. As the bearing expands radially, the sleeve is inserted axially with adjusting bolts.
Spherical roller bearings should be mounted while checking their radial internal clearance reduction and referring to the drive-up distances listed in Table 1. The radial clearance must be measured using clearance gauges. In this measurement, as shown in Fig. 8, the clearance for both rows of rollers must be measured simultaneously, and these two values should be kept roughly the same by adjusting the relative position of the outer and inner rings.
When a large bearing is mounted on a shaft, the outer ring may be deformed into an oval shape by its own weight. If the clearance is measured at the lowest part of the deformed bearing, the measured value may be larger than the true value. If an incorrect radial internal clearance is obtained in this manner and the values in Table 1 are used, then the interference fit may become too tight, and the true residual clearance may become too small. In this case, as shown in Fig. 9, one half of the total clearance at points a, b, and c may be used as the residual clearance. For reference, points a and b are located on a horizontal line that passes through the bearing center, while c is located at the lowest position of the bearing.
When a self-aligning ball bearing is mounted on a shaft with an adapter, be sure that the residual clearance does not become too small. Allow for sufficient clearance for easy alignment of the outer ring.
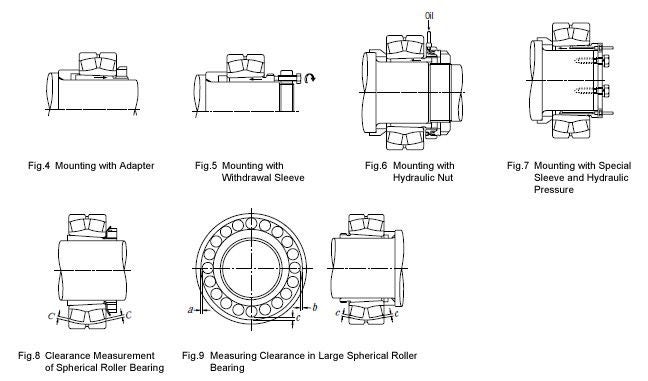
Table 1—Mounting of Spherical Roller Bearings with Tapered Bores
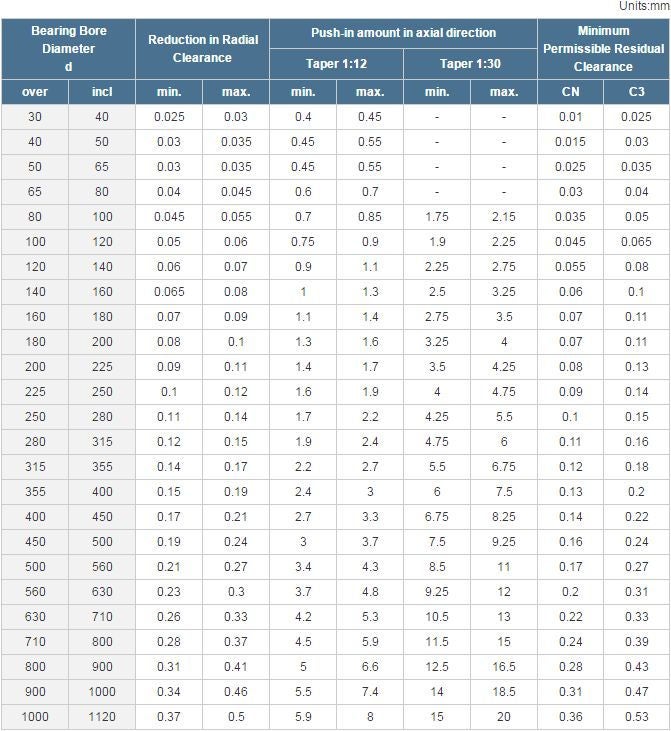
Remarks
The values for reduction in radial internal clearance are for bearings with CN clearance. For bearings with C3 Clearance, the maximum values listed should be used for the reduction in radial internal clearance.