一般情況下,滾動導引相對於滑動導引,靜摩擦係數與動摩擦係數的差較小,由進給速度引起的動摩擦係數沒有明顯變化。這就是近年來在高速化顯著的工具機行業裡作為滾動導引的線性滑軌被廣泛使用的原因之一。
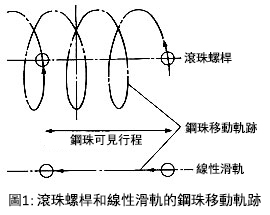
使用線性滑軌的工具機,幾乎均與滾珠螺桿配合使用,若線性滑軌與滾珠滑軌的鋼珠公轉速度進行比較,可得知滾珠螺桿在運行相同直線移動量時鋼珠運動距離更長(圖1)。比例約為πDpw/L,通常為5~20。在此,Dpw代表滾珠螺桿P.C.D,L代表滾珠螺桿導程。因此線性滑軌與滾珠螺桿成對使用時,若在滾珠螺桿的極限速度內,線性滑軌速度就沒有任何問題。
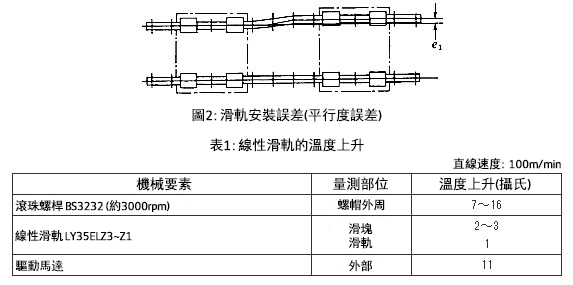
線性滑軌單體最高速度可達100m/min。不過,需要使用超過NSK最大製作長度的軌道時,由於軌道需要進行拼接,因此需要特別注意控制拼接部的安裝誤差。超過100m/min進給速度時,需要選用高速專用的潤滑劑牌號和適當的保養管理,同時組裝時也需要注意線性滑軌的安裝誤差。關於安裝誤差的影響,例如圖2中所示,存在平行度誤差時,因為滑塊被安裝平台限制,線性滑軌上的負載存在變動。在高速且受到衝擊力作用時,壽命會顯著的降低。
線性滑軌運轉時的溫昇舉例如表1所示。如前文所述,線性滑軌與滾珠螺桿相比鋼珠的運行速度較慢,且產生的熱量從安裝部熱傳導到達裝置整體,傳導面積很大,因此溫昇較小。因為線性滑軌的安裝機台為鋁板材料,而不同種類金屬熱膨脹係數不同,即使兩者間沒有溫差,也要注意由於溫度變化引起的整體變形與線性滑軌的過大內應力。